







![]()
GAS NITRIDING/NITRO-CARBURIZING (FALCON)
Atmosphere Control System
 |
FEATURES
FALCON a comprehensive automatic control system for gas nitriding/nitro-carburizing heat treatment, has been developed in Germany, where almost 18% of surface hardening heat treatments are executed by nitriding and nitro-carburizing according to 2009 statistical data, under technical agreement with STANGE ELEKTRONIK GmbH.
STANGE has been working closely for long years with principal members of Bergakademia Technical Institute, Freiberg, Germany, to develop control and sensing technologies required for nitriding processes. This collaborative operation has turned out various technologically advanced products, such as hydrogen and oxygen sensors with highly durablility, accurate and fast response. Furthermore, enormerous experiences in theorical back-boned as well as practical industrial productions, particularily by the fact that huge number of nitriding process are undergoing, has been able to produce sophisticated control algorythm and build a data base of material.
All of these numerous results are integrated fully and literally into FALCON.
![]()
SPECIFICATION
| HEAT TREATMENT | STANDARD | Nitriding /Nitro-Carburizing | |
|---|---|---|---|
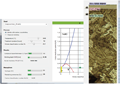
| Control | Programmed Control(Profile and Event) | In accordance with heat treatment recipies, create profiles of furnace temperature and Kn versus time. Refer to the profile illustrated above. The profiles can be generated and registered using through the system main controller or personal computors, whcih ECS2000 software has installed into. Each of profile segments can be assigned to event(s), by which primary and auxiliary equipment is started, suspended or triggered other functions. All of controls which have setpoint are stored into the controller and/or computor, to establish unificated information system of control. On repetitive executions of the heat treatment, only thing to do is to download the profile into the system or to recal l the recipie. | |
| Control Method |
NITRIDING | Nitriding process can start by recalling the recipie and press "START" button. In accordance with the profile content, checking furnace condition for execution, temperature controlling, vacuuming and other process steps are automatically proceeded toward nitriding stage. Hydrogen sensor installed on the furnace measures hydrogen content of the furnace atmosphere and transfers the signal to the controller. The controller derives dissociation level of anmonia to get Kn. Comparizon of the measured Kn with the profiled Kn genenrates an error signal for control output. If the measured Kn is lower than the profile Kn, anmonia flow to the dissociatior is increased and direct anmonia flow to the furnace is reduced until the error falls within preset tolerance. | |
| NITRO-CARBURIZING | CO2 flow rate is controlled in conjunction with anmonia flow rate. Nitrogen potential is also controlled by the same manner of the nitrding control described above. | ||
| FURNACE TEMPERATURE | Three heater zones are standard to assure temperature uniformity for accurate nitriding controls. Thermocouples are installed in the heaters and one in retort. The retort thermocouple generate output for the heater zones to build cascading control structure. This allows very precise and high speed temperature control. For nitriding process, very accurate temperature control is most important to get the best result, FALCON system governs the temperature control function. | ||
| Auxiliary Control (1) |
PRE-Oxidization | Setpoint control of air flow. Oxygen sensor is engaged with this process. | |
| Post-Oxidization | Air or water flow rate is controlled. Oxygen sensor is engaged with this process. Water piping is optional. | ||
| Non-Oxidizing Tempering | Flow rate of N2 is controlled. With oxygen sensor, Ko is controlled. | ||
| Auxiliary Controls (2) |
Furnace Pressure | Two air operated valves are located in the exaust line. The valve opening and nitrogen flow are controlled to keep steady pressure inside of retort. | |
| Vacuum | Monitoring retort pressure and operate vacuum pump and vacuum valve. If vacuum pressure fails to reach preset vacuum within preset period of time, alarming is activated. | ||
| Temperature Control of Dissociator | Setpoint contol. Independent safety lmit control is integrated. | ||
| Agitator RPM Control | Profile segment can assign the RPM setpoint. | ||
| Exhaust Gas Treatment | Electric spark to pilot burer and ignition burner to minimize fuel gas comsumption. Anmonia of exhaust gas from furnace is oxidized with this equipment. Catalytic combustion is also available as option. |
||
| Safety | Monitoring | Furnace pressure, gas supply pressures, combustion flame for the exhaust gas treatment, temperature, dissociator temperature, dissociator limit temperature, oxygen content, earthquake sensor, gas flows, thermocouple break, etc. | |
| Emergency Actions | Curtailment of electricity, furnace presssure too low, gas supply pressure too low, etc. in these events, all of process are terminated and nitrogen emergency purging takes place. | ||
| Standards and Codes | JIS B8415, standard and EN 746- 1 as requested. | ||
| DATA Acquisiton |
DATA | All labeled data. | |
| Frequency | Every 30 second. | ||
| Storage Medium | Industrial grade compact flash memory. | ||
| MODEL | FALCON-158L | Anmonia flow rate maximum 158Nl/min. | |
| FALCON-039S | Anmonia flow rate maximum 39Nl/min. | ||
● Acutal system may be different from contents stated in this brochure.
● We reserve right to change the content without notice.
● In this brochure appear descriptions of furnaces for explanation, however any of FALCON systems do not contain furnaces.
※For:Southeast Aisia East Aisia & Oceania Regions
![]()